Un paradigma es un conjunto de prácticas que definen una disciplina científica durante un tiempo y proporcionan modelos de problemas y soluciones para una comunidad de profesionales.
El mayor obstáculo para un cambio de paradigma es la incapacidad o la negativa a ver más allá de los actuales modelos de pensamiento. Esto se conoce como Parálisis de Paradigma.
En muchas empresas, vemos que la cultura de cumplimiento es el modelo actual de pensamiento. La cultura de cumplimiento implica aquí que la empresa está obsesionada con tener suficientes “papeles” para demostrar que los operadores siguen un SOP, y que hay X número de horas de entrenamiento, que hay dos firmas que avalan la limpieza de un reactor, etc., y esta cultura de cumplimiento, tal como se describe aquí, es una barrera para el cambio de paradigma, hacia una cultura centrada en la protección de los pacientes a través de la elaboración de medicamentos seguros y eficaces. Este nuevo paradigma tiene que convertirse en la solución para la excelencia en la fabricación de nuestros medicamentos.
Tener una cultura de calidad centrada en el paciente tiene que ver con la protección de la vida del paciente. Repetición ciega de procedimientos normalizados de trabajo sin entender por qué han de ser seguidos no beneficiará al paciente en el largo plazo. Los colaboradores deben comprender los fundamentos de sus tareas, de esa forma entenderán la importancia y el impacto de las mismas.
Entrénelos, pero no busque solo cumplir con el requisito de la norma, el valor agregado del entrenamiento es la adquisición de conocimiento, repasar conceptos, despejar dudas, un personal entrenado performa mejor que uno no entrenado.
El PIC/S (Pharmaceutical Inspection Co-operation Scheme) ya publicó una nueva versión de su Guía GMP PE016 en febrero. Esto se debe a la revisión del Reglamento de la UE nº 536/2014 sobre ensayos clínicos. El Anexo 13 del documento PIC/S ahora también se ha adaptado a esto. Esto está en línea con el acuerdo de cooperación entre PIC/S y EMA, que estipula que las guías PIC/S y EU GMP deben estar alineadas.
El Anexo 16 de la Guía PIC/S es nuevo. Describe la certificación por parte de la Persona Calificada y la liberación del lote. El Anexo 16 análogo de la Guía GMP de la UE no se incluyó en el documento PIC/S en 2016 porque el PIC/S consideró que el Anexo 16 era demasiado específico de la UE, especialmente porque la Guía PIC/S GMP se limita a la fabricación de medicamentos y no a la importación y distribución. Sin embargo, luego de una consulta con las autoridades del PIC/S en 2017, se acordó intentar implementar el Anexo 16 de la UE. El PIC/S también acordó que el elemento del Anexo 16 relacionado con los medicamentos importados es voluntario y depende de la legislación nacional.
La Guía GMP revisada (PE 009-16) con el Anexo 13 revisado y el nuevo Anexo 16 ya están vigentes y disponibles en el sitio PIC/S.
En los últimos años, el tema de la integridad de los datos ha generado una mayor actividad entre las autoridades internacionales, lo que ha dado lugar a numerosas directrices emitidas por estas instituciones. Entre otros, la OMS (Organización Mundial de la Salud) publicó en la Serie de Informes Técnicos, No. 996, 2016, como Anexo 5 una “Orientación sobre buenas prácticas de gestión de datos y registros”.
En 2021, la OMS reemplazó esta guía en la Serie de Informes Técnicos, No. 1033, 2021, con la “Pauta sobre integridad de datos” con la siguiente estructura:
Introducción y antecedentes Alcance Glosario Dato de governancia Gestión de riesgos de calidad Revisión de gestión Subcontratación Capacitación Datos, transferencia de datos y procesamiento de datos Buenas practicas de documentacion Sistemas informatizados Revisión y aprobación de datos Acciones correctoras y preventivas preferencias Otras lecturas Apéndice 1 – Ejemplos de gestión de integridad de datos Con esta nueva versión de la directriz, la OMS intenta armonizar el documento con otras directrices internacionales sobre integridad de datos, incluida la “Guía y definiciones de integridad de datos MHRA GxP, revisión 1”, la “Guía de la FDA para la industria. Integridad de datos y cumplimiento de CGMP – preguntas y respuestas” y las “Buenas prácticas PIC/S para la gestión e integridad de datos en entornos GMP/GDP”.
Enfoque en el gobierno de datos El gobierno de datos se trata de manera muy extensa. En particular, se enfatiza la responsabilidad de la alta dirección en la implementación del sistema y la normativa. Los contenidos de dicho programa de gobierno de datos se describen en detalle:
Vigilancia y compromiso de la dirección Aplicación de la Gestión de Riesgos de Calidad Cumplimiento de la legislación de protección de datos y mejores prácticas Políticas y procedimientos de calificación y validación Gestión de cambios, incidencias y desviaciones Clasificación de datos, confidencialidad y privacidad Seguridad, ciberseguridad, control de acceso y configuración Creación de base de datos, recopilación de datos, revisión de datos, datos ciegos y aleatorización Seguimiento, tendencias e informes de anomalías, lapsos o fallas en la integridad de los datos para acciones posteriores Prevención de presiones comerciales, políticas, financieras u organizativas Recursos y sistemas adecuados Carga de trabajo e instalaciones para facilitar el entorno adecuado que respalde la integridad de los datos y los controles efectivos Supervisión Mantenimiento de registros Capacitación Conciencia de la importancia de la integridad de los datos, la calidad del producto y la seguridad del paciente En definitiva, el documento es una directriz más que se suma a las diversas directrices anteriores sobre integridad de datos.
El año pasado, dicté algunos talleres de estadística y como siempre me gusta intercambiar ideas con los participantes, siempre aprendo algo nuevo de esas discusiones.
Uno de los participantes me comentaba que utilizaba para la construcción de las cartas de control de datos individuales el software Excel, a lo cual le dije que el Excel es una de las alternativas en el caso de no disponer algún software como por ejemplo Minitab.
Cuando hablamos sobre la forma de calcular los límites de control de las cartas individuales me dijo que lo hacía de la siguiente manera:
Límite inferior de carta de control: LCI = Xmedia – 3 DS
Límite superior de carta de control: LCS = Xmedia + 3 DS
Donde Xmedia es la media estimada del conjunto de datos y DS es la desviación estándar de ese mismo conjunto de datos.
Lo anterior es un enfoque correcto para calcular los límites del gráfico de control. La media estimada es simplemente la media del conjunto de datos, formada sumando los puntos de datos en el conjunto de datos y dividiendo por la cantidad de puntos de datos en el conjunto de datos. La desviación estándar estimada se calculó utilizando la desviación estándar de la muestra. En Microsoft Excel esto se obtiene usando la función STDEV y se calcula fácilmente. Aunque este no es el enfoque correcto.
El problema con el uso de la función STDEV de la muestra es que no tiene en cuenta la secuencia temporal de los datos. No importa cómo mezcle un conjunto de datos, seguirá teniendo la misma desviación estándar de la muestra. Entonces, lo que se requiere es una estimación de la desviación estándar que tenga en cuenta la secuencia de tiempo de los datos. En la práctica, esto se hace utilizando el rango móvil de los datos. Para dos puntos de datos consecutivos, el rango móvil es la diferencia absoluta entre los dos puntos de datos. Entonces, si el conjunto de datos tenía N puntos de datos, tendrá N-1 valores de rango móvil. La desviación estándar del conjunto de datos se puede estimar como:
DS = MediaRM / 1,128
Donde MediaRM es el promedio de los N-1 rangos móviles.
Cuando los datos se volvieron a representar en gráficos de control con los límites de control adecuados, las señales de fuera de control fueron claras.
Como nota al margen, el otro problema con el enfoque del graduado de MBA es que nunca construyó el gráfico de rango móvil, que es una serie de tiempo de los valores del rango móvil con un límite de control apropiado. En general, se acepta que es valioso mirar este gráfico, porque representa los mismos datos de una manera diferente y brindará otra vista de lo que está sucediendo en el proceso. Es fácil de construir con un software como Minitab junto con la tabla de valores individuales
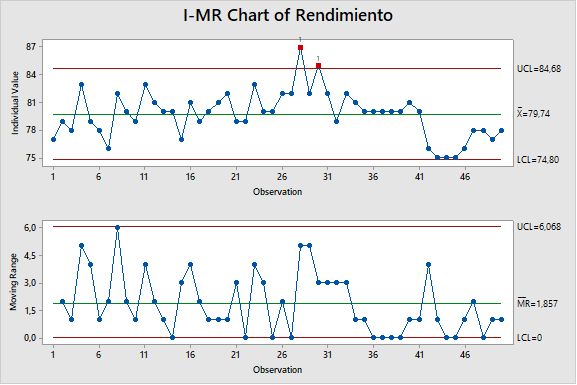
Les dejo un ejemplo (figura 1) donde ingresamos 50 datos individuales en Minitab y luego graficamos la carta de control I-RM (datos individuales – rango móvil).
De forma paralela ingresamos esos mismo datos en una planilla Excel y calculamos el valor promedio y la desviación estándar.
Podemos observar que los límites de control de la carta con Excel son más amplios debido a que el valor de desviación estándar calculado por Excel es mayor al calculado por Minitab de acuerdo a lo indicado anteriormente, por lo tanto los valores individuales que en la carta de control con minitab dieron fuera de control, en la carta construida con Excel están dentro de los limites.
La carta de valores individuales tiene límites de control más sensibles al cambio.
Otro tema a tener en cuenta es la construcción del gráfico de rango móvil, sumamente importante para ver las variaciones individuales a lo largo del proceso.
A veces monitoreamos una medida a una frecuencia más baja de lo que es posible. Esto reduce la utilidad de la medida. La motivación para esto suele ser que ya tenemos reuniones semanales o mensuales para revisar las medidas y simplemente organizamos los datos en torno a esta frecuencia. Por lo tanto, controlamos los datos de los gráficos que se agregan a partir de un conjunto de datos más granular. Además, pensamos que las personas que miran los datos no estarán interesadas en los datos con mayor frecuencia. Sin embargo, cuando hacemos esto, podemos perder información significativa sobre el comportamiento actual y pasado de la medida que se está evaluando. Esto puede conducir a conclusiones incorrectas sobre lo que deberíamos estar haciendo con respecto a esta medida.
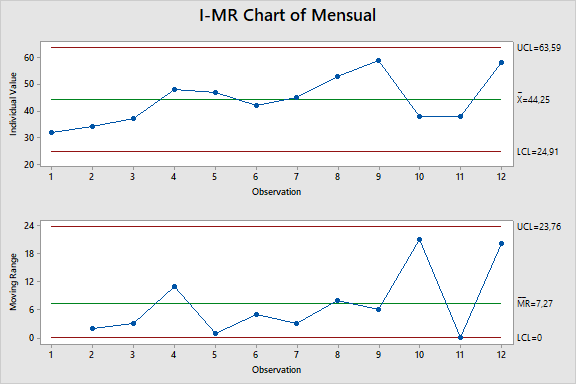
Como ejemplo, buscamos un conjunto de datos que representan el tiempo de proceso para un determinado producto. Los datos se promedian durante un período de tiempo mensual y se revisan en una reunión mensual. El gráfico de control de los datos durante un período de 12 meses se muestra en la figura 1.
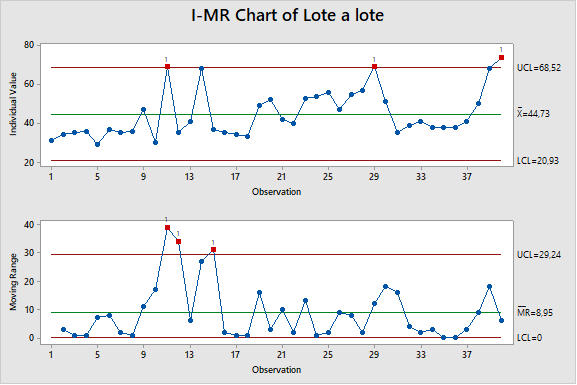
La figura 1 sugiere que podría haber una tendencia al alza, pero los datos no son concluyentes. Los datos no rompen ninguna regla de tendencia estadística, lo que no sorprende porque solo tenemos 12 puntos de datos. Se fabrican aproximadamente de 3 a 4 lotes de productos por mes, por lo que si observáramos los datos por lote, inmediatamente obtendríamos muchos más datos. El cuadro de control lote por lote se muestra en la figura 2.
Ahora tenemos 40 puntos de datos en lugar de 12. El comportamiento del tiempo de proceso ahora es mucho más claro.
Hemos tenido básicamente tres regiones de comportamiento durante el último año. Hay los siguientes:
Región 1: del lote 1 al lote 18. Tiene dos puntos de causa especial en el lote 11 y el lote 14 (en la gráfica solo hemos considerado la regla 1 de Shewhart). El promedio de los datos fue 39,0.
Región 2: del lote 19 al lote 30. No hay señales de causa especial. El promedio de los datos del período fue 52,1.
Región 3: del lote 31 al lote 40. Parece que las últimas 3 o 4 pérdidas de estos datos tienen una tendencia alcista.
Podemos ver en la figura 2 que la tendencia que sospechamos en la figura 1 se parece más a un cambio de paso en el lote 19. Por lo tanto, deberíamos preguntarnos qué cambió en el proceso entre los lotes 18 y 19. De manera similar, deberíamos preguntarnos qué cambió entre los lotes. 30 y 31 y lo que cambia entre los lotes 37 y 38. Ninguna de estas preguntas se haría si solo miramos la figura 1.
Por lo tanto, nos estamos perdiendo una gran cantidad de comportamiento del proceso al observar solo los datos promedio mensuales.
La lección aprendida es que no debemos agrupar datos al construir un gráfico de control. Se deben utilizar los datos más granulares disponibles.
Figura 1
Figura 2
Este artículo fue adaptado del artículo de John McConnell, Brian Nummally y Bernard McGarvey publicado IVT.
Esto que les cuento, me sucedió cuando trabajando en la Industria estaba a cargo de las elaboraciones en el laboratorio.
Un día recorriendo la planta, puede ver que uno de los colaboradores (recién capacitado) estaba limpiando manualmente un reactor de elaboración y noté un gran volumen de espuma, yo diría inusual, que se derramaba desde el tanque. Cuando le pregunté al operador: “¿Por qué tanta espuma?” , me respondió que el reactor estaba muy sucio con restos de producto, así que pensó en agregarle más detergente ayudaría con la limpieza. Cuando le recordé sobre la capacitación reciente y la necesidad de usar cantidades exactas de detergente de acuerdo a lo indicado en el procedimiento, el técnico respondió que no creía que la cantidad de detergente fuera parte de la discusión. El pensó que el agregado de detergente dependía completamente de él, y me dijo que el creía hacer lo necesario para lograr que el trabajo estuviera bien hecho.
A pesar de que la capacitación se llevó a cabo explicando la importancia de seguir las instrucciones del procedimiento de limpieza de manera exacta, el operador siguió su método habitual de limpieza: “hacer lo que sea necesario”. Conclusión: efectué un entrenamiento con el personal para utilizar este ejemplo y reforzar el concepto de seguir las instrucciones de forma exacta, fundamentalmente porque el procedimiento está validado y cualquier cantidad adicional del detergente incorporado podría dejar restos del detergente luego de la limpieza que podrían afectar la calidad del producto siguiente y que toda necesidad de corrección (ante error) o de mejora propuesta, debe ser canalizada a través del sistema de control de cambios.