Es muy probable que ya manejen este tema y no les resultará nuevo este concepto, pero muchas veces siento que es oportuno volver a principios básicos para nuestra operación diaria.
En un mundo ideal, cualquier producción podría producir productos perfectos. Podría no ser necesario efectuar el control de calidad dado que cada unidad del lote de un comprimido de 125 mg exactos contiene el 100 % de la droga declarada reproduciendo el diseño original del producto.
Desafortunadamente, en el mundo real de la producción, muchos factores se combinan e interactúan para hacer cada unidad única.
Temperatura, humedad, materiales utilizados, la parametrización de las máquinas, todo puede variar y afectar al producto. Los elementos actuales que salen del proceso de producción pueden ser más delgados, más gruesos, más largos o más cortos, más pesados o más livianos, diferentes de sus dimensiones ideales.
Si cada uno de los ítems producidos podría ser testeado, poco necesaria sería la estadística para control de calidad. Las formas de dosificación individuales que resultan ser insatisfactorias podrían descartarse y sólo los artículos buenos se liberarían para su distribución posterior. Pero en la mayoría de los casos el 100% de muestreo es difícil si no imposible y el gasto probablemente sería prohibitivo tanto para el fabricante como para el consumidor. La variación inevitable de la calidad del producto y las limitaciones económicas hacen necesaria alguna forma de control estadístico de la calidad para cualquier proceso de fabricación.
El desafío es económico tanto para el productor como para el consumidor: para el productor que desea reducir el número de artículos rechazados, para el consumidor que espera recibir únicamente productos que correspondan estrictamente a sus propias especificaciones.
El interés común no solo debería ser el control del proceso de manera de obtener productos de calidad aceptables para el cliente, sino también la optimización del proceso para mejorar continuamente los productos. El uso de las técnicas estadísticas en Control de Calidad y la optimización de métodos es la más eficiente forma para alcanzar estos objetivos.
Conceptos básicos
La primera idea que debemos tener siempre en nuestra mente es: “hay una variación natural en todo”. Un proceso de manufactura está principalmente afectado por el entorno, los materiales, los métodos, las máquinas y también los operadores. Cuando la variación de un proceso es la suma de un gran número de parámetros independientes teniendo individualmente poca influencia en toda la variación, este proceso puede ser descrito por la distribución normal bien conocida caracterizada por la media y la desviación estándar. Los parámetros independientes se llaman causas naturales, aleatorias o inherentes de la variación. La eliminación de cualquiera de estas causas menores es en su mayoría no rentable y a menudo no imposible.
Cuando un proceso de fabricación falla repentinamente, está bajo la influencia de causas de variación aislables o asignables. Por el contrario, estas causas son generalmente exteriores al proceso, fáciles de localizar, fáciles de eliminar y, por tanto, rentables.
Para un proceso de fabricación, el objetivo de importancia principal es distinguir entre las variables aleatorias y las causas de variación asignables. Trabajar sin tener este objetivo siempre como principio sería engañoso. Aún hoy en día, un gran error de juicio a menudo consiste en suponer que cada accidente de proceso o no conformidad se debe a una causa asignable y esto sin tener en cuenta la variación natural del proceso. La consecuencia principal de los sobre seteos de los equipos es por un lado la pérdida de tiempo y por otro lado conducir en el peor de los casos a un aumento artificial de la variación del proceso.
Tomemos el ejemplo de un producto cuya característica durante la producción varía en realidad como la curva de gauss de la figura siguiente.
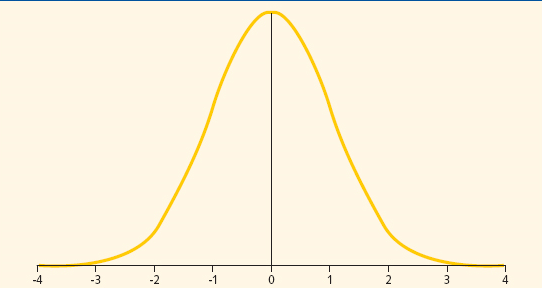
Si el operador a cargo del proceso toma un ítem individual y mide su característica, existe una probabilidad que esta medición se realice en posición cerca a más 3 sigma. Si este operador es informado acerca de la variación del proceso y no está acostumbrado a alguna estadística básica, configurará la máquina para poner dicho punto en la posición 0 correspondiente al valor objetivo central.
Entonces, la distribución de producción se traduce a la derecha, dando una nueva curva de distribución. En esta situación hay una probabilidad de tomar un ítem que característico está en la posición cerca de menos 3 sigma. Utilizando siempre el mismo razonamiento, los trabajadores pondrán la máquina de nuevo a la meta Valor en posición 0. La nueva distribución de producción corresponderá a otra curva a le izquierda de la inicial.
Con la mejor de las intenciones, desde el ajuste hasta el ajuste, el operador está incrementando la variación natural del proceso. En el peor de los casos puede ser el doble de la inicial.
Por lo que parece una gran necesidad de herramientas estadísticas que permitan, en primer lugar, estudiar y luego controlar la variación del proceso.
Deje una Respuesta